Roll Form Products
Roll Forming; has advanced as a forming type to respond to the demand for transverse cross-sectional and no-limit-in-length fixed-size profiles.
Usually roll-forming; includes roll opening, flattening (straightening), drilling, forming, type head (final straightening/correction), cutting processes. According to the profile feature, some of these processes may not be, however, processes such as smashing, tearing, stripping, plastering and etc. may be observed in some specific profiles, such as agricultural profiles and light-gauge steel structure profiles.
In summary, the roll form process progresses as follows; the sheet which is presented as a roll (usually 0.5-6.0 mm. thickness) passes through the flattener (straightening) right after the roll opener, and then the holes in the drilling station (punch) are drilled if necessary. The perforated profile passes through roller/rounded molds to be shaped and the sheet reaches the preferred form by calculating and applying the least amount of stress by bending a small amount each time at the end of the stations. Upon the completion of the perforated and shaped profile process, production is completed by cutting the desired length. According to situations where sequence of the processes are changed, roll form machine types can be pre-cut or post-cut, pre-punch, or post-punch.





















Roll-Forming and Construction Sector
Fast and standardized production has made roll-forming a crucial element of cold-forming in present-day industry. In the construction sector as wells as in the production of structures of both prefabricated and light-gauge steel structures, roll-forming technique is preferred as the stress on the metal is relatively low when compared to other forming types.
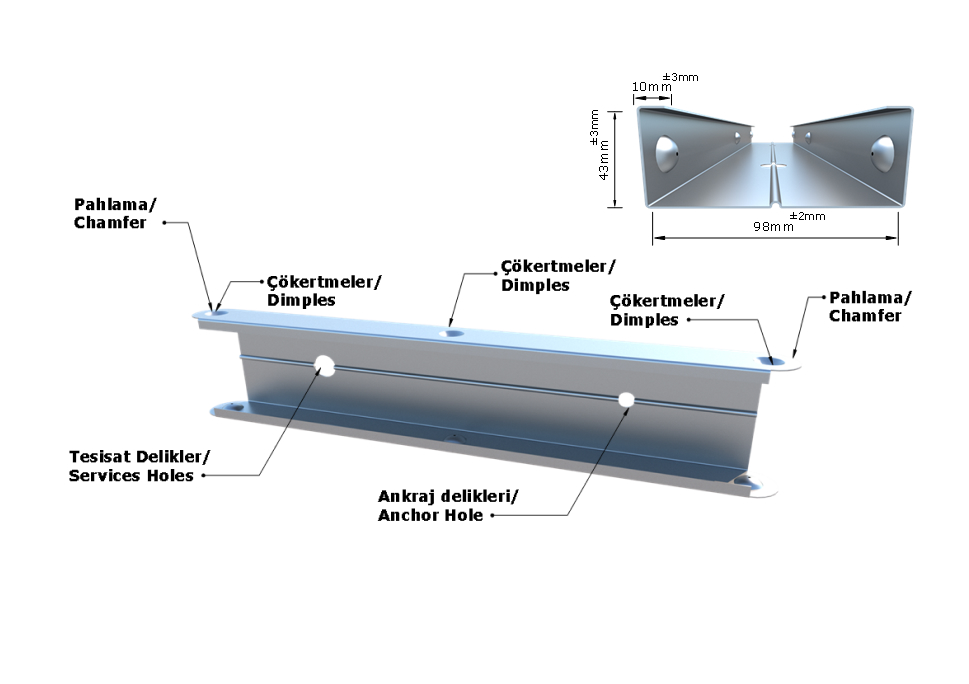
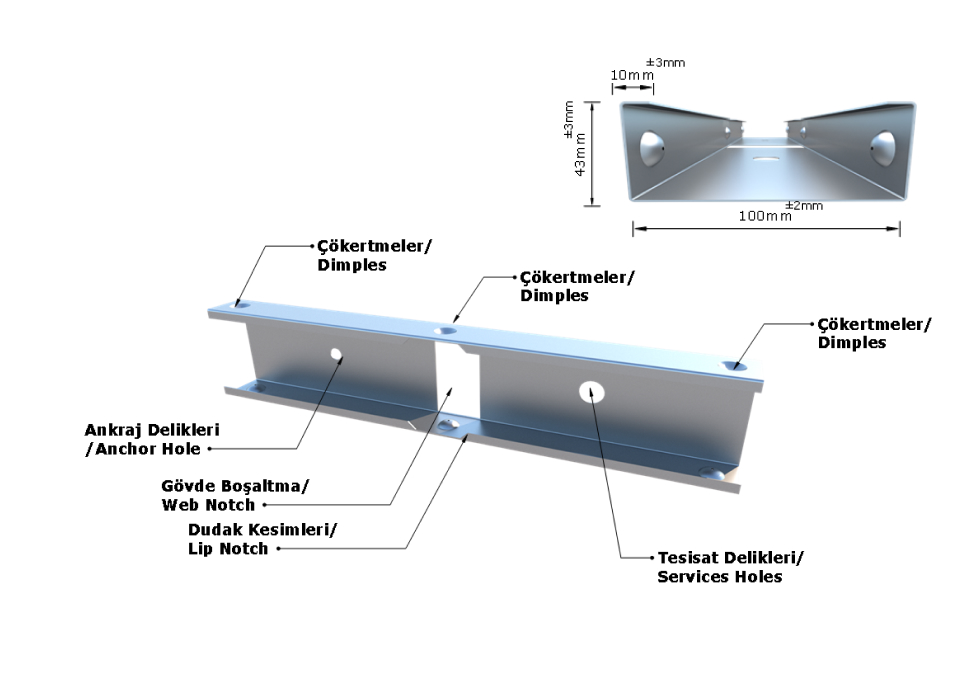
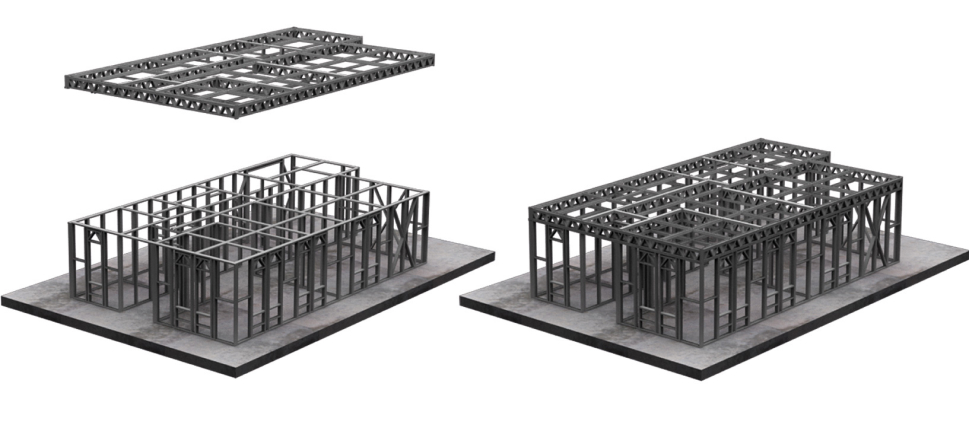
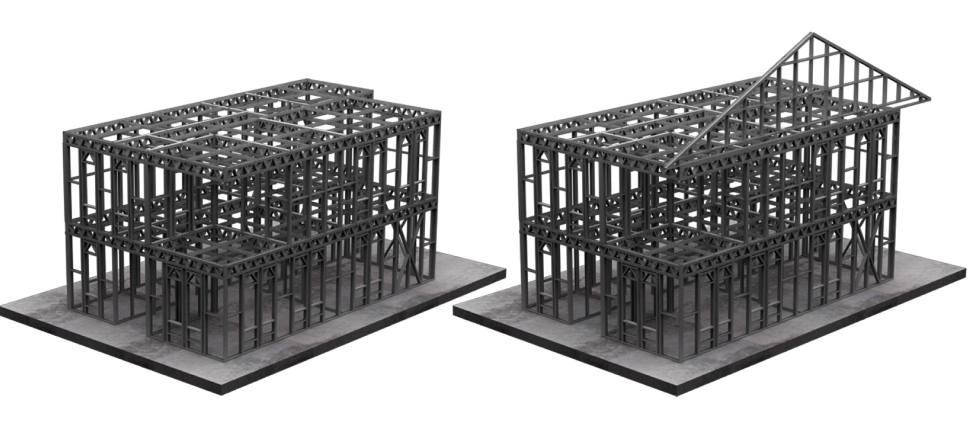
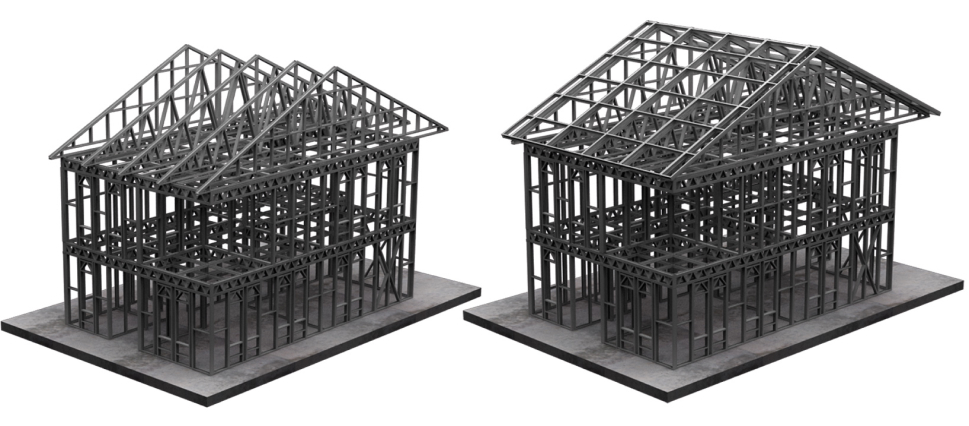
In the construction of light-gauge steel structures, galvanized structural steel, which varies in thicknesses from 0.8-1.6 (mm.), is used and in the classical sense roll-forming processes are applied to the sheet, but the software used for light-gauge steel is completely different from the software used in conventional roll-form machines, light-gauge steel building construction requires high precision and complex details, thus the position of each profile drawn from the machine is taken into consideration and application processes on the profile such as drilling, tearing, collapsing, etc. are carried out through software that works adaptively with the machine. While the production by traditional roll-form machines concentrates on a profile, the product to be produced in the construction of light-gauge steel building is the building itself. The building is designed according to the profile types that can be pulled out from the machine with the relevant software programs, this design is then analyzed by a machine software, the design that goes into the machine as a production file enters the machine to process all necessary processes on the galvanized sheet, each profile processed through the machine is then converted into panels on a predetermined scheme, and these panels form the construction of the building (carcass) on the construction yard.





